Набивка сальниковая НГ

Состав и область применения сальниковой набивки НГ
Сальник это разновидность уплотняющей прокладки сопряжения неподвижного узла и вращающегося вала или штока.
Сальниковая набивка НГ представляет собой плетеный шнур определенной формы и размера. Из бухты нарезают кольца по особой технологии и устанавливают в сальниковое гнездо на насосах и задвижках. Углеволокно обеспечивает герметичность узла при рабочей температуре и давлении. Заказать НГ набивку по цене производителя можно в ООО KARBON Group. Материал соответствует требованиям ТУ 5728-001-12058737-2005.
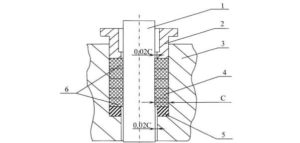
Рисунок 1
1 — шток (вал/защитная втулка), 2 — втулка нажимная, 3 — камера сальниковая, 4 — основные кольца сальникового пакета, 5 — кольцо подсальниковое, 6 — замыкающие кольца сальникового пакета
Характеристика набивки сальниковой НГ
Изделие представляет плетеную веревку в форме квадрата, толстой ленты или овала. Сальники НГ( нанографит) выполнены из терморасширенного графита особой чистоты. Вначале из природных чешуек химической обработкой получают промежуточное вещество, интеркалированный графит. В дальнейшем дисперсный состав расщепляют лазером, в потоке восходящего воздуха превращают в червеобразные волокна, ТРГ-пух. Далее из графитового волокна скручивают нити и формируют веревку. В плетение включают нити лавсана, нержавеющую проволоку, ПАН-волокно, используют фторопластовую пропитку для придания особых свойств. По композиции набивка разделяется на однокомпонентную и комбинированную.
Набивка сальниковая НГ, технологические свойства:
- Углеволокно не меняет агрегатное состояние до 650 0 С, возгонка начинается после 3 300 0С.
- Низкий уровень трения минимально нагружает вращающуюся деталь.
- Малый фрикционный износ – посадочное гнездо не вырабатывается.
- Инертность к рабочим средам – не загрязняет жидкость или пар при контакте.
- Длительный период эксплуатации по сравнению с аналогами из других материалов.
Набивка сальниковая из термически расширенного графита не применяется, если возможен контакт с сильными окислителями. К таковым относят галогены, шламы и щелочные растворы, хроматы и соли щелочноземельных металлов и другие вещества, способные вступать в реакцию с углеродом.
|
Марка набивки |
Описание набивки |
Параметры эксплуатации |
pH |
Узел уплотнения |
||
|
Т, С |
Р, МПа |
V, м/с |
||||
|
|
Набивка из терморасширенного графита (ТРГ), армированная лавсановой нитью. |
-200..+560 |
25 |
2 |
0-14 |
Арматура |
|
3,5 |
20 |
Ц/Б насос |
||||
|
3,5 |
2 |
Плунж. насос |
||||
|
|
Набивка из ТРГ, армированн-лавсановой нитью, пропитанная фторопластом |
-200…+260 |
25 |
2 |
0-14 |
Арматура |
|
4 |
25 |
Ц/Б насос |
||||
|
3,5 |
2 |
Плунж. насос |
||||
|
|
Набивка из ТРГ, армированная нержавеющей проволокой |
-200..+560 |
35 |
2 |
0-14 |
Арматура |
|
— |
— |
Ц/Б насос |
||||
|
— |
— |
Плунж. насос |
||||
|
|
Набивка из ТРГ, армированная стеклонитью |
-200..+560 |
35 |
1 |
0-14 |
Арматура |
|
3,5 |
10 |
Ц/Б насос |
||||
|
10 |
2 |
Плунж. насос |
||||
|
|
Набивка из ТРГ, армированная стеклонитью, пропитанная фторопластом |
-200..+300 |
35 |
2 |
0-14 |
Арматура |
|
3,5 |
10 |
Ц/Б насос |
||||
|
10 |
3 |
Плунж. насос |
||||
|
|
Набивка углеродная,изготовленная из нитей термостабилизированного ПАН волокна пропитанная фторопластовой суспензией |
-200..+300 |
35 |
3 |
0-14 |
Арматура |
|
3,5 |
20 |
Ц/Б насос |
||||
|
10 |
4 |
Плунж. насос |
||||
|
|
Набивка из ТРГ, усиленная по углам углеродными волокнами |
-200..+300 |
30 |
2 |
0-14 |
Арматура |
|
3,5 |
20 |
Ц/Б насос |
||||
|
10 |
2 |
Плунж. насос |
||||
|
|
Набивка фторопластовая,изготовленная из нитей экспандированного фторопласта |
-200..+260 |
14 |
1 |
0-14 |
Арматура |
|
2 |
5 |
Ц/Б насос |
||||
|
— |
— |
Плунж. насос |
||||
|
|
Набивка фторопластовая, изготовленная из нитей графитона- полненного экспандированного фторопласта. |
-200..+280 |
14 |
1 |
0-14 |
Арматура |
|
2 |
10 |
Ц/Б насос |
||||
|
— |
— |
Плунж. насос |
||||
|
|
Набивка арамидная, изготовленная из нитей из арамидного волокна. |
-100..+280 |
20 |
2 |
2-12 |
Арматура |
|
3,5 |
25 |
Ц/Б насос |
||||
|
15 |
3 |
Плунж. насос |
||||
|
|
Набивка изготовленная из нитей графитонаполненного экспандированного фторопласта, усиленная вплетением по углам нитей из арамидного волокна. |
-100..+280 |
50 |
1,5 |
2-12 |
Арматура |
|
5 |
10 |
Ц/Б насос |
||||
|
27 |
2 |
Плунж. насос |
||||




Как заказать НГ набивку по ценам производителя?
Компания «Карбон» работает с клиентами изо всех регионов России. На сайте есть список точек выдачи заказанной продукции, с адресами. Познакомьтесь с каталогом, звоните в часы работы, отправляйте заявку по электронной почте. Цена набивки НГ от производителя всегда дешевле чем у перекупщика, даже с транспортными расходами.
Также Вы можете купить набивку Графлекс Н 1400, Кольцо фторопластовое ГОСТ 9833-73, Паронитовые прокладки ПОН-Б