УПАКОВКА НАСОСАИНСТРУКЦИИ ПО УСТАНОВКЕ |
||||||||||
| 1 — й этап — подготовка и проверка насоса сальниковой камеры · Удалите старую насоса из камеры с помощью сальникового экстрактора, не оставляя остатков. В ходе этой операции убедитесь, что вал (хвостовик) не поврежден. Тщательно очистите камеру и вал. · Осмотрите вал (хвостовик, шток поршня) на наличие повреждений или износа. Измерьте колебание вала. Если оно превышает значение 0,001 * d ( хвостовика или вала), мы рекомендуем отремонтировать или заменить его. |
||||||||||
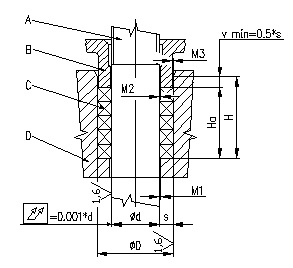 |
А … хвостовик B …. крышка C…. упаковка D…. камера • • • • • • d… .шанк D… .камера s…. ширина правогоv …. минимум высота линии v = 0,5 * с Ha…. высота упаковки H…. высота пространства …. Максимум. суммарное колебание = 0,001 * d • • • • • • Рекомендуемые формулы для расчета допусков: M1 = 0,02 * s, ……. макс. 0,30 мм М2 = 0,02 * с, ……. макс. 0,30 мм М3 = 0,01 * с, … … мин. 0,10 … … макс. 0,30 мм |
|||||||||
| Если место для уплотнения насоса не соответствует требуемым допускам, показанным на чертеже, необходимо определить допуски, например, с помощью металлических заправочных колец или другими способами, основанными на возможностях пользователя. | ||||||||||
| 2- й шаг — Подготовка сальникового кольца насоса и его установка в сальниковую камеру насоса. Максимальное внимание уделите этому этапу. Наибольшая доля утечек связана с неправильной установкой! · Выберите правильный вид сальниковой набивки для данных условий работы.· Набивка должна использоваться в виде отдельных «колец» — она никогда не должна быть намотана! · Необходимо выбрать правильный размер набивки или кольца, в противном случае может произойти сбой. Подробнее см. Ниже: Существует несколько способов правильной обрезки упаковочной нити. У каждого есть свои преимущества и недостатки. Поэтому выберите способ, который вы найдете наиболее подходящим для ваших нужд.Вас могут заинтересовать Комплекты колец КГН сальниковых уплотнений валов насосов |
||||||||||
| A) Используйте предварительно запрессованные уплотнительные кольца насоса (при необходимости, в сочетании с уплотнительными кольцами из расширенного графита), когда они имеются. Установка очень проста и быстра. Кроме того, этот метод сводит к минимуму риск того, что приготовленная таким образом упаковка потерпит неудачу. Не все типы уплотнительных колец подходят для предварительного прессования. |  |
|||||||||
| Б) Резка сальниковых колец насоса на штифте (того же диаметра, что и на валу) очень проста и часто используется. Убедитесь в том , что разрез делается таким образом , чтобы поддерживать длину среднего нажимного L . См. Пункт C. Хотя выполнение надреза под углом 45 ° является более трудоемким, вставить кольцо, подготовленное таким образом, в упаковочную камеру проще. Для некоторых высокоскоростных применений мы рекомендуем вертикальный разрез. | ||||||||||
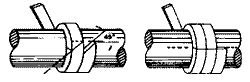 |
Оптимальная средняя длина уплотнения насоса должна быть немного больше, чем длина, которую мы получили при таком разрезе, потому что некоторые уплотняющие колонны насоса в некоторой степени сжимаются после определенного периода работы. (В частности, графитовые и PTFE волокна слегка дают усадку после достижения рабочей температуры). Смотри также точку C, коэффициент k . | |||||||||
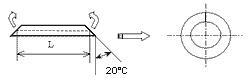
| C) Для разрезания сальниковых колец на шаблоне требуется точный расчет средней длины сальника и умение вставлять сальниковые кольца в камеру. См. Следующую формулу и иллюстрацию: Формула для расчета средней длины упаковки: |
||||||||||
 |
D … камера d … хвостовик k … коэффициент |
|
||||||||
| Пожалуйста, имейте в виду, что окружность внешнего круга больше, чем окружность внутреннего, так что при выполнении разреза необходим угол около 20 °, чтобы предотвратить образование зазора на внешней стороне круга. Длина должна быть выбрана таким образом, чтобы кольцо плотно прилегало к хвостовику и чтобы диагональные концы уплотнения насоса находились в тесном контакте. Неправильная длина приводит к недостаточной герметичности камеры. Рекомендуется проверять длину, оборачивая набивку вокруг хвостовика или используя подготовительную набивку такого же диаметра. Примечание: коэффициент k учитывает сжатие (усадку) упаковочных волокон после определенного периода работы. | ||||||||||
| D) Мы рекомендуем: Резка уплотнительных колец насоса на резаке(линейка для езки сальниковой набивки) — очень простой процесс, который часто используется. Никаких расчетов не требуется. При повороте кольца (на рисунке вид пространственно повернут на 90 ° относительно предыдущего) мы можем пренебречь тем фактом, что окружность внешнего круга больше, чем окружность внутреннего, что является приемлемым для вида 45 ° блокировки. (В противном случае потребуется сделать еще один надрез в соответствии с точкой C, а длина подготовительной упаковки должна быть примерно на 1/3 * S больше. По практическим причинам второй надрез обычно не выполняется.) | ||||||||||
 |
||||||||||
| Предупреждение: Тщательно вдавите каждое кольцо в упаковочную камеру перед добавлением дополнительных колец и убедитесь, что соединения следующих кругов расположены попеременно с интервалами 180 ° (если установлено только 2 кольца), с интервалами 120 ° (для 3 колец) и с интервалами 90 ° (если набор состоит из 4 или более колец). Для давлений свыше 100 бар рекомендуется использовать предварительно спрессованные кольца, изготовленные из тканого упаковочного материала. | ||||||||||
| 3- й шаг — затяжка сальниковой камеры насоса и начальный прогон. Затяжка и начальный прогон клапана: после установки всех колец вставить крышку сальника и вручную затянуть стяжные болты. Затем, используя динамометрический ключ, последовательно затягивайте каждый болт по очереди в четыре этапа, 25, 50, 75 и 100% момента затяжки. После каждого этапа затягивания открывайте и закрывайте клапан, поворачивая хвостовик. Момент затяжки должен быть выбран таким, чтобы уплотнение насоса было плотным, а клапан работал. Стяжные болты должны быть в безупречном состоянии (неповрежденными, чистыми и не подверженными коррозии) и смазываться подходящей смазкой, термостойкость которой выше рабочей температуры. После того, как болты были затянуты, мы рекомендуем несколько раз открывать и закрывать клапан, проверяя момент затяжки и, в случае необходимости, дополнительно затягивать болты. Также целесообразно после 24 часов работы затягивать болты даже в случае, если утечки в средней области не обнаружены — это должно компенсировать сжатие уплотнения. Для обеспечения постоянного натяжения затяжки рекомендуется использовать пружинные шайбы в форме диска, обеспечивающие постоянное оптимальное натяжение затяжки. |
||||||||||
| Рекомендуемое давление затяжки уплотнения насоса внутри камеры: | ||||||||||
| а) жидкость — | до 580 фунтов на квадратный дюйм 2x рабочее давление (мин. 5 Н / мм 2 ) выше 580 фунтов на квадратный дюйм 1,5x рабочее давление (мин. 5 Н / мм 2 ) |
|||||||||
| б) газы — | до 580 фунтов на квадратный дюйм 5x рабочее давление (мин. 10 Н / мм 2 ) 580 фунтов на квадратный дюйм — 2900 фунтов на квадратный дюйм 2,5 — 5x рабочее давление выше 2900 фунтов на квадратный дюйм 1,5x рабочее давление |
|||||||||
| Затяжка и начальный прогон уплотнения насоса:После установки всех колец в уплотнение насоса, пожалуйста, затяните гайки на болтах крышки уплотнения насоса вручную или только с применением очень небольшого усилия на болты. Запустите насос и продолжайте равномерно затягивать гайки на крышке уплотнения насоса, пока проницаемость не уменьшится до приемлемого уровня. Никогда не пытайтесь полностью остановить проницаемость, иначе это приведет к избыточному нагреву, что сократит срок службы уплотнения насоса и увеличит износ вала. Наблюдая за работой уплотнения насоса, всегда затягивайте все гайки в одинаковой степени и подождите 10 — 15 минут, пока уплотнение насоса не успокоится, перед выполнением следующей регулировки. | ||||||||||
| Рекомендуемое давление уплотнения насоса: 1,5 — 2 раза от рабочего давления среды. | ||||||||||
| Примечание: практические значения давлений затяжки зависят также от других факторов (конструкция, состояние герметизируемого пространства, температура, вязкость и т. Д.); По этой причине результаты уплотнения насоса могут отличаться даже в тех условиях, которые могут показаться идентичными. | ||||||||||
Возможно вам будут интересны Набивка Графитекс